Контроль качества луча и фокусировки при лазерной резке для сверхточного производства
В современной лазерной резке наиболее важным фактором, определяющим точность резки, скорость и качество кромки, является качество лазерного луча в сочетании с точным контролем фокусировки. Независимо от того, насколько жесткая конструкция станка, плохой режим луча или нестабильное фокусное положение напрямую приведут к образованию заусенцев, широкому пропилу, налипанию шлака и нестабильной точности размеров.
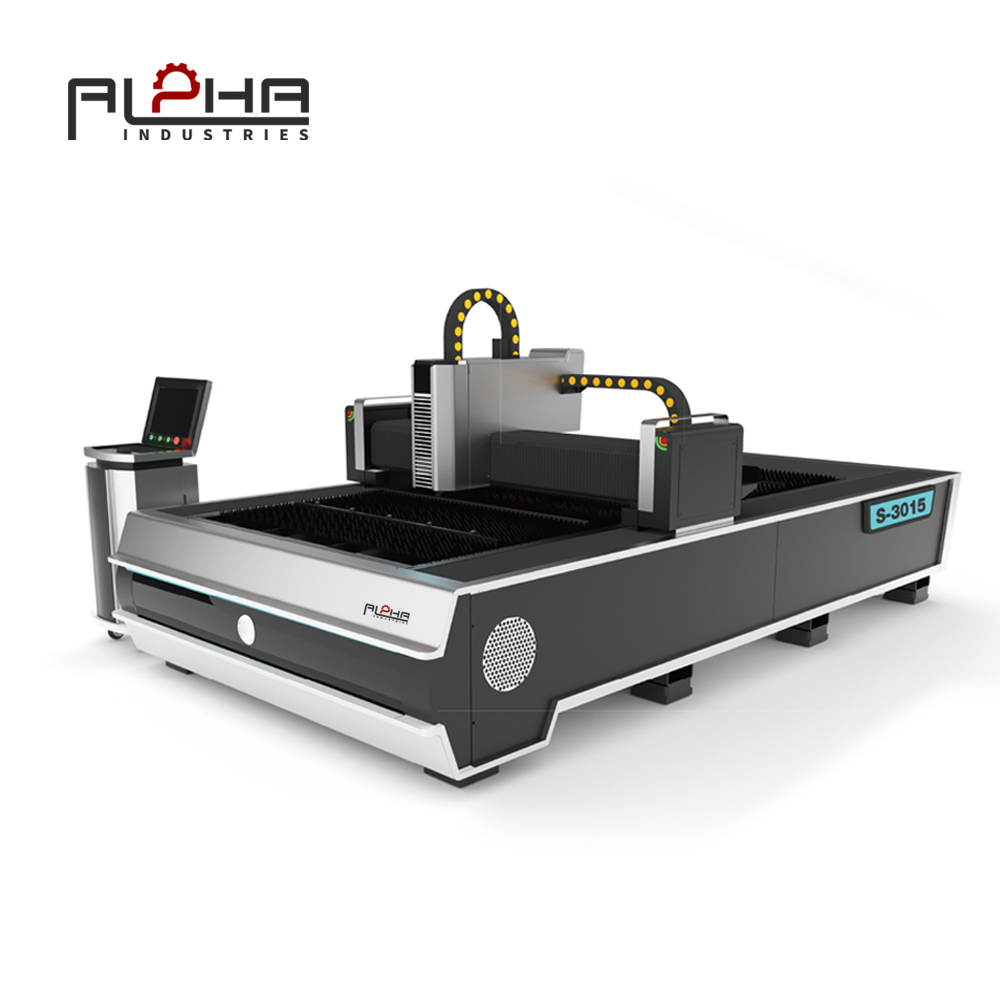
В компании Alpha все промышленные станки для лазерной резки оснащены высокостабильными системами передачи луча и интеллектуальной технологией автофокусировки, обеспечивающей микронную точность резки тонких и толстых листов.
В этой статье представлен глубокий технический анализ качества луча и контроля фокуса при лазерной резке, объясняющий их прямое влияние на производительность, энергоэффективность и долгосрочную стабильность станка.
Что такое качество луча в станках лазерной резки?
Качество лазерного луча – это способность к концентрации, угол расхождения и распределение энергии лазерного луча. Обычно оно описывается значением М²:
-
M² ≈ 1,0 → Почти идеальный гауссов луч, лучшая точность резки
-
M² > 1,5 → Увеличение расхождения, снижение эффективности резки
Качественный луч позволяет:
-
Меньший размер сфокусированного пятна
-
Более высокая плотность энергии в точке резки
-
Уменьшенная ширина пропила
-
Более гладкие края разреза
При практической лазерной резке качество луча напрямую определяет, можно ли обрабатывать тонкие контуры, микроотверстия и острые углы без деформации или обжига.
Почему контроль фокусировки является основой точности лазерной резки
Фокусное положение и производительность резки
Фокус лазера должен оставаться точно на поверхности материала или внутри нее. Если фокус сместился:
-
Слишком высокая концентрация → Неполное проваривание, чрезмерное количество шлака
-
Фокус слишком низкий → Пережог, широкий прорез, окисление
Благодаря интеллектуальному управлению фокусом системы лазерной резки Alpha удерживают отклонение фокуса в пределах ±0,05 мм, обеспечивая стабильное качество кромки по всему листу.
Важность лазерной резки толстых листов
Во время резки листов толстой стали или нержавеющей стали высота поверхности материала, термическая деформация и плоскостность листа динамически изменяются. Только системы автофокусировки в реальном времени могут обеспечить стабильное проникновение и вертикальные режущие кромки.
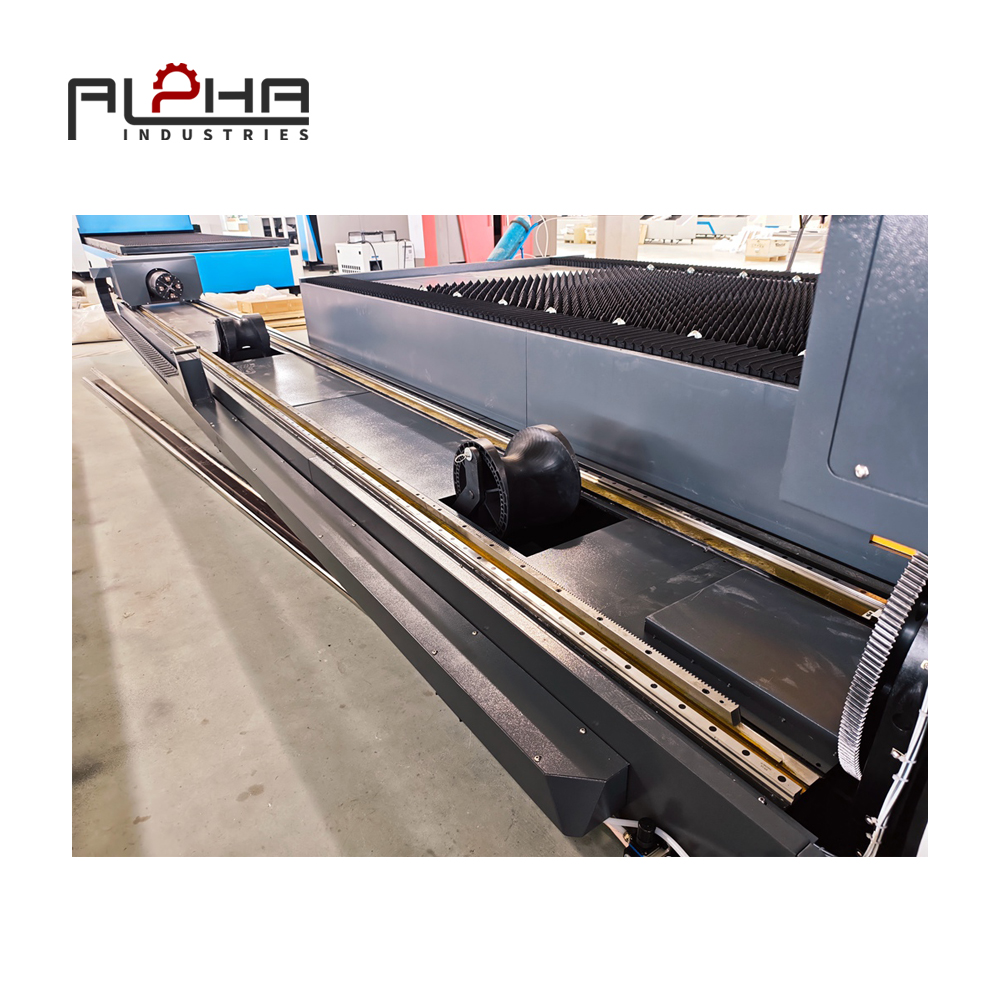
Структурный расчет системы передачи альфа-луча
Высокостабильный оптический путь
В системах альфа-лазерной резки используются:
-
Полностью закрытые пыленепроницаемые пути передачи луча
-
Оптические линзы с антибликовым покрытием
-
Модули коллимации с низкими потерями
Это сводит к минимуму:
-
Рассеивание энергии
-
Термическое искажение оптических компонентов
-
Потеря мощности лазера во время длительных рабочих циклов
Тепловая изоляция оптических компонентов
Независимые зоны охлаждения применяются к группе линз для предотвращения теплового смещения фокуса во время непрерывной резки на высокой мощности.
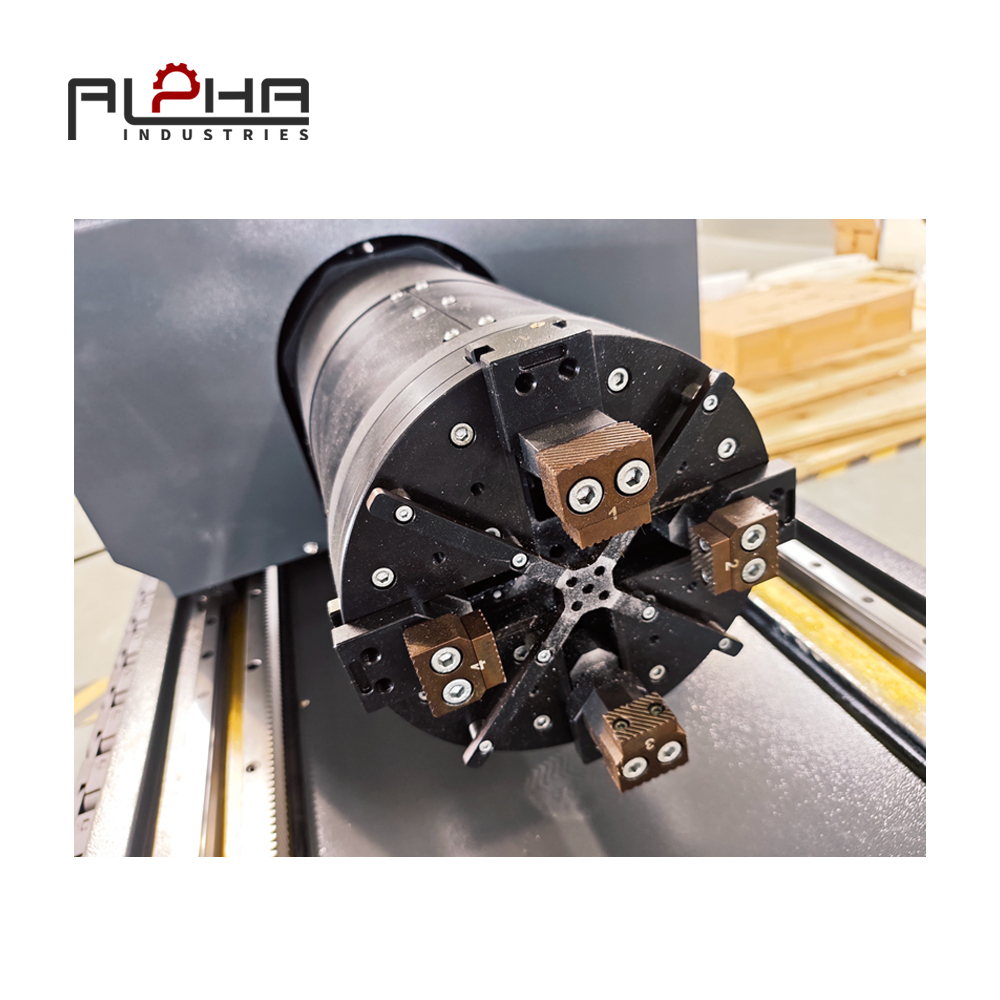
Технология интеллектуальной автофокусировки в станках альфа-лазерной резки
Alpha включает в себя режущие головки с автоматической фокусировкой и сервоприводом, которые обеспечивают:
-
Высокоскоростная фокусировка
-
Отслеживание роста в реальном времени
-
Адаптивная регулировка фокусного расстояния в зависимости от типа материала
Во время резки:
-
Датчик определяет высоту поверхности материала
-
Контроллер рассчитывает оптимальную глубину фокусировки
-
Серводвигатель мгновенно регулирует положение режущей головки
-
Лазерное пятно остается стабильным в оптимальной фокальной плоскости
-
Обработка листов различной толщины
-
Высокоскоростная контурная резка
-
Автоматизированные производственные линии
-
Скорость резки
-
Время пирса
-
Эффективность использования энергии
-
Стандартная балочная система: ~3,5 м/мин
-
Высококачественная балочная система: 5,5–6,0 м/мин
-
Неравномерные поперечные линии
-
Фрезы с толстым дном
-
Зоны черного окисления на нержавеющей стали
-
Минимальное образование заусенцев
-
Равномерные стены с вертикальным пропилом
-
Снижение требований к вторичному удалению заусенцев
-
Загрязнение оптических линз
-
Термальное линзирование
-
Механическая вибрация оптических систем
-
Автоматический мониторинг загрязнения линз
-
Оптическое охлаждение при постоянной температуре
-
Проектирование траектории антивибрационной балки
-
Тонкие автомобильные прецизионные детали
-
Производство электрошкафов и корпусов
-
Производство металлических деталей медицинского назначения
-
Детали алюминиевых конструкций для аэрокосмической отрасли
-
Высококачественные декоративные панели из нержавеющей стали
-
Анализ режима луча и тестирование M²
-
Калибровка фокуса режущей головки
-
Проверка потерь оптической передачи
-
Имитация высокоскоростной непрерывной резки
-
72-часовое тестирование стабильности при полной мощности
Эта технология необходима для:
Взаимосвязь между качеством луча и скоростью резки
Значительно улучшается качество дальнего света:
Например, при резке углеродистой стали толщиной 3 мм:
Это означает повышение производительности более чем на 60 %, что напрямую снижает затраты на производство единицы продукции.
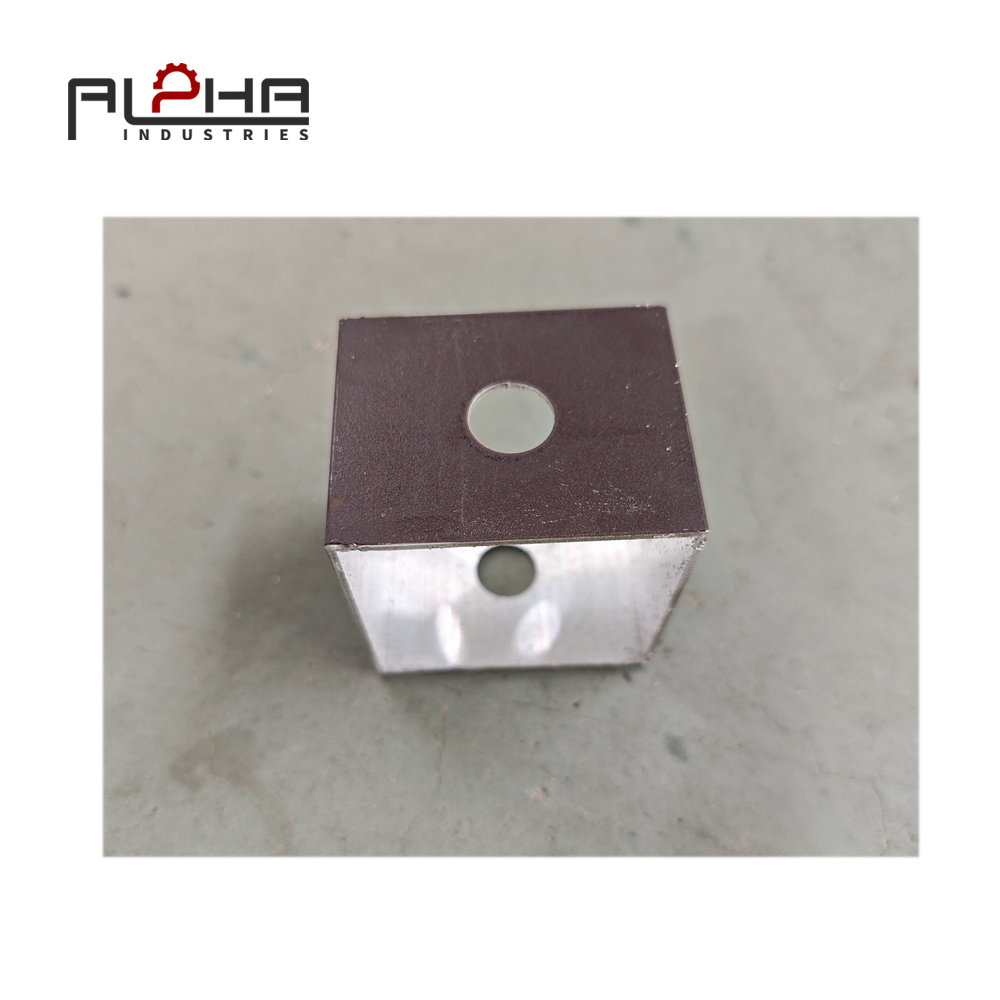
Влияние качества луча на качество кромки и образование заусенцев
Низкое качество луча приводит к:
Благодаря оптимизированному управлению лучом и фокусом станки лазерной резки Alpha обеспечивают:
Это особенно важно для отраслей, требующих прямой сборки без постобработки.
Стабильность качества луча при длительной промышленной эксплуатации
При непрерывном круглосуточном производстве ухудшение качества луча обычно вызвано:
Альфа-версия предотвращает эти проблемы посредством:
Это гарантирует долговременную стабильность балки даже при полной загрузке.
Сравнение: высококачественная балка и обычная балка при лазерной резке
| Элемент | Высококачественная балочная система | Обычная балочная система |
|---|---|---|
| Размер пятна фокусировки | Меньше | Больше |
| Плотность энергии | Высокий | Средний |
| Скорость резки | Быстро | Нормальный |
| Обработка края | Гладкая | Приблизительно |
| Создание заусенцев | Минимальный | Очевидно |
| Энергоэффективность | Высокий | Нижний |